


SL1型LP系列电脑控制同步顶升设备
SL1型LP系列电脑控制多点同步顶升设备的多点同步顶升精度为1mm,更高可至0.25mm,专利发明“升降阀组”(发明专利号:ZL200810039382.3)使得同步下降也具备高精度。同步顶升点最多可达100,并可根据工况需要在每个同步点处设置多个顶升点。
同步控制台采用触摸屏操作方式工业电脑,界面简洁易操作。系统使用方便,稳定性强,适应多种工业环境。系统具备一键“自动找零位”功能。无论构件基准面如何复杂,系统能使得所有油缸同时接触上构件然后执行重载同步顶升和下降动作。彻底消除由于油缸端面与构件基准面空隙不均衡带来的同步误差。
通讯总线组网方式,一根通讯总线采用快插方式串联连接中央同步控制台和多台同步泵站的PLC子站进行全部信息的通讯。模块化设计,每个独立液压单元为一个模块。同步泵站,液压油缸,压力传感器,位移传感器和液压软管等组成一个同步顶升和下降的独立单元,每个独立单元之间采用通讯总线串联并与中央同步控制台连接,组成完整系统。
SL1型LP系列电脑控制同步顶升设备技术性能
- 位移同步精度:1mm, 0.5mm
- 位移同步点数:4, 8, 12, 16, 20, 40, 60,100点
- 同步控制方式:位移同步,力同步
- 同步控制策略:闭环控制
- 操作方式:工业触摸屏本地或远程控制
- 连接方式:快速插头连接
- 设备特点:同步精度高;同步点数多;系统连接简洁;可模块化扩充
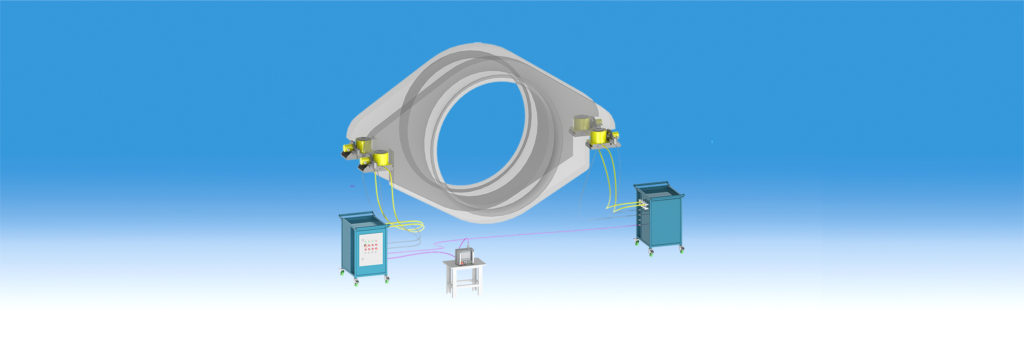
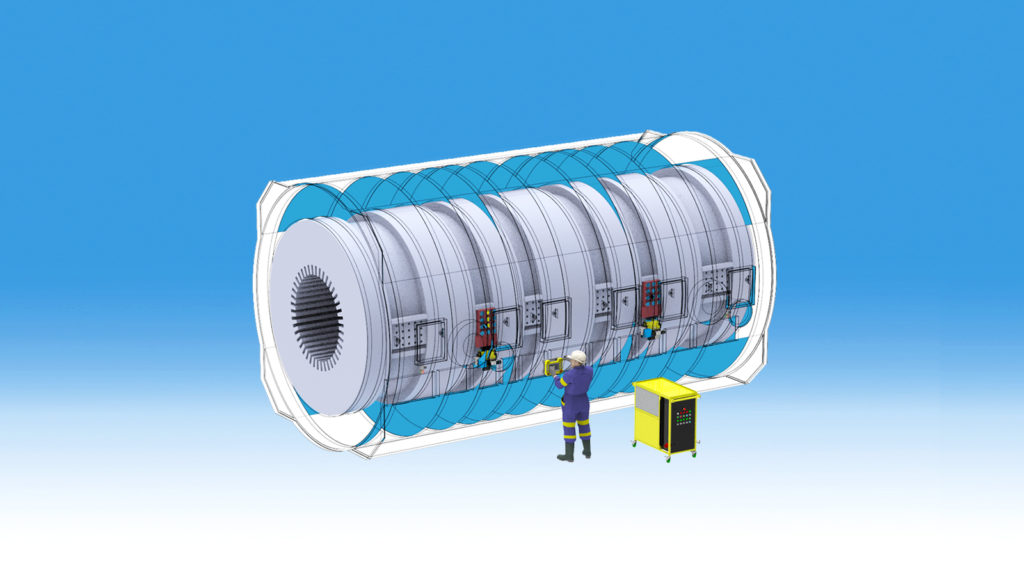
SL1型LP系列电脑控制同步顶升设备系统连接示意图
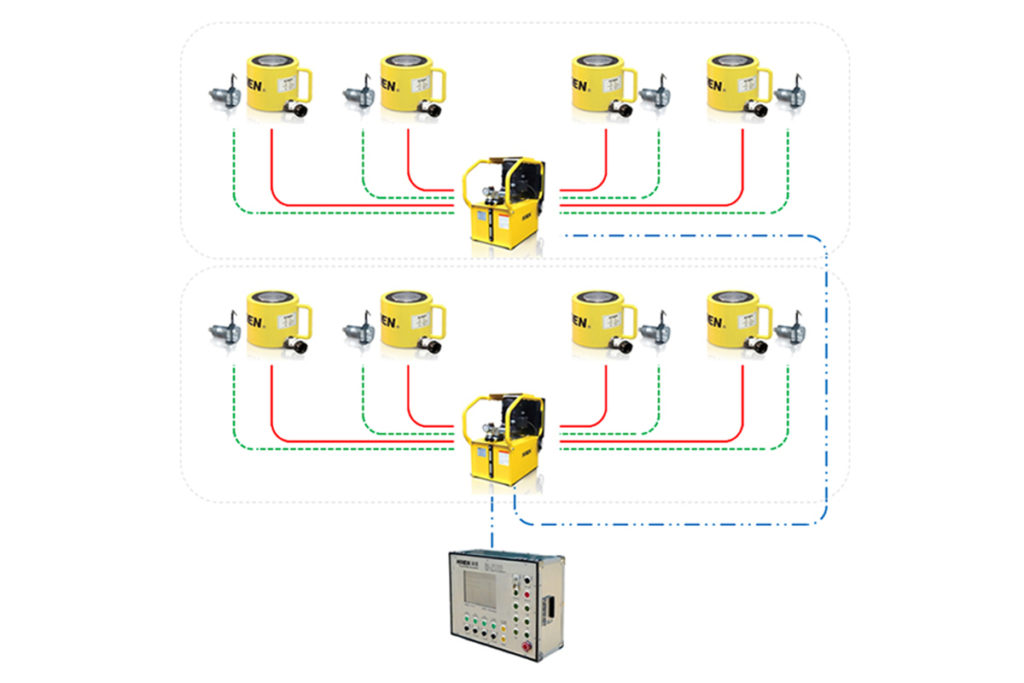

同步控制台通过通讯总线串联同步泵站内的程序子站,最多可连接100个同步点
电脑控制同步顶升工程应用视频
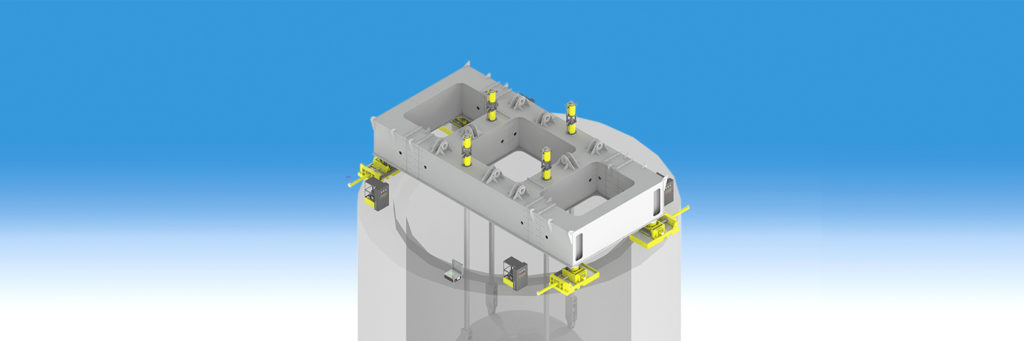
SL1型LP系列电脑控制同步顶升设备系统布置图
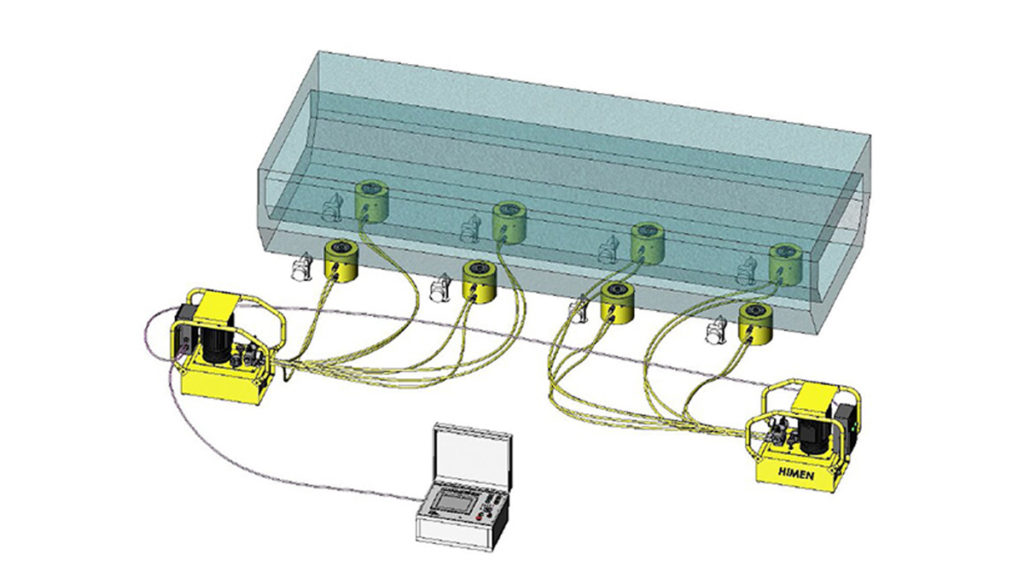
同步控制台通过通讯总线串联同步泵站内的程序子站,最多可连接100个同步点
SL1型LP系列电脑控制同步顶升设备技术类型归属表
同步类型 |
SL1型 |
SL2型 |
SL3型 |
SL4型 |
SL5型 |
SL6型 |
||
归属系列 |
LP系列 |
LPV系列 |
SP系列 |
S系列 |
VP系列 |
MP系列 |
VMP系列 |
SV系列 |
| 系统特点 |
程序控制 高频阀通断 闭环同步 |
程序控制 伺服控制 闭环同步 |
程序控制 伺服控制 闭环同步 |
机械强制同步 开环同步 |
等容积同步 开环同步 |
等容积同步 开环同步 无线控制 |
等容积同步 开环同步 无线控制 |
连通分流 经济型系统 |
同步系统 操作方式 |
工业型电脑 触摸屏设置 按钮操作 |
工业型电脑 触摸屏设置 按钮操作 |
工业型电脑 触摸屏设置 按钮操作 |
工业型电脑 触摸屏设置 按钮操作 |
数字显示仪 触摸屏设置 按钮操作 |
数字显示仪 无线遥控器 |
数字显示仪 无线遥控器 |
手动阀操作 按钮操作 |
同步精度 类别 |
高精度 |
超高精度 |
超高精度 |
高精度 |
高精度 |
高精度 |
高精度 |
– |
位移同步 最高精度 |
0.5-1mm |
0.1-1mm |
0.01mm |
0.1mm |
1%-5%FS |
3%-10%FS |
3%-10%FS |
凭经验 |
位移定位 最高精度 |
0.5-1mm |
0.1-1mm |
0.01mm |
0.1mm |
1%-5%FS |
3%-10%FS |
3%-10%FS |
凭经验 |
| 力同步 控制精度 |
1MPa |
0.1MPa |
0.05MPa |
– |
– |
– |
– |
– |
同步速度 |
常规速度 |
常规速度 高速度 |
常规速度 慢速度 |
常规速度 慢速度 |
常规速度 |
常规速度 |
常规速度 |
常规速度 |
30mm/min |
30mm/min 300mm/min |
30mm/min 3mm/min |
30mm/min 3mm/min |
30mm/min |
30mm/min |
30mm/min |
30mm/min |
|
控制策略 |
闭环控制策略 传感器反馈型 |
闭环控制策略 传感器反馈型 |
闭环控制策略 传感器反馈型 |
开环控制策略 机械强制同步 |
开环控制策略 独立油路同步 |
开环控制策略 独立油路同步 |
开环控制策略 独立油路同步 |
开环控制策略 油路连通分流 |
| 传感器策略 | 传感器参与显 |
传感器参与显 示和控制过程 |
传感器参与显 示和控制过程 |
传感器参与显 示,不参与控制 |
传感器参与显 示,不参与控制 |
– |
||
| 同步精度 实现策略 |
电磁换向阀 高频率通断 程序管理控制 |
比例伺服阀 程序智能管理 |
伺服电机 程序智能管理 |
伺服电机 机械强制同步 |
独立高压油路 高精度制造 |
独立高压油路 高精度制造 |
独立高压油路 高精度制造 |
凭经验 |
| 工作压力 | 70MPa |
31.5MPa | 70MPa |
0.01MPa |
21-70MPa |
70MPa |
21-70MPa |
70MPa |
| 适用油缸 |
双作用油缸
|
双作用油缸 |
双作用油缸 单作用油缸 |
– |
双作用油缸 单作用油缸 |
双作用油缸 单作用油缸 |
双作用油缸 单作用油缸 |
双作用油缸 单作用油缸 |
| 适用的 重物大小 |
大中型荷载 最小几百吨 最大几万吨 |
大中型荷载 最小几百吨 最大几万吨 |
中小型荷载 最小几吨 最大几百吨 |
中小型荷载 最小几吨 最大几十吨 |
大中型荷载 最小几百吨 最大几万吨 |
大中型荷载 最小几百吨 最大几万吨 |
大中型荷载 最小几百吨 最大几万吨 |
大中型荷载 最小几百吨 最大几千吨 |
手机浏览可左右滑动查看更多技术参数
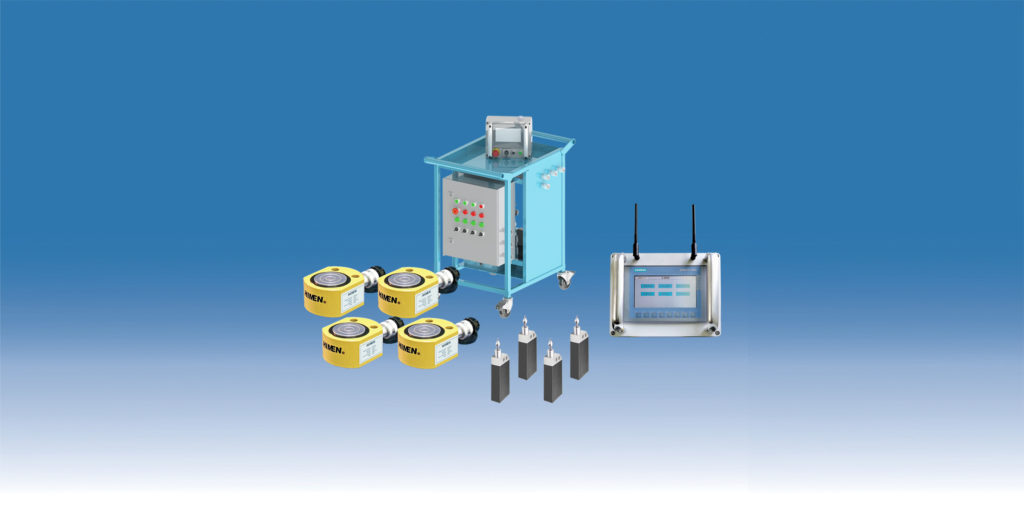
SL1型LP系列电脑控制同步顶升设备主要组成产品及技术特点
主要产品 | 功能与特点 | 典型型号 |
多点同步 电脑控制台 |
采用工业电脑配置的触摸屏,同步 控制点可到100点,采用总线通讯串 联连接多台PLC控制同步泵站,实现 多点精确的同步控制。 |
STC20-LP |
PLC控制多路 同步泵站 | 接受电脑控制台指令为多路液压油 路提供液压油,每路路均有单独的 换向阀进行高频率通断控制液压油 缸的供油速度,从而实现液压油缸 的高精度同步升降。 | SEPC3460W-4 |
液压油缸 | 根据同步泵站指令进行顶升或者下 降。单台承重从50至1000吨。主要 为双作用油缸,单作用也可,高精 度同步需配置升降阀。 | RHD1002 |
液压软管 | 连接液压泵站和液压油缸的系统元 件,执行同步系统的液压油输送。 液压软管长度要求相同。 | HC7220C |
位移 传感器 | 实时测量油缸的顶升和下降高度 值,并反馈至同步泵站的显示屏。 | SL300 |
压力 传感器 |
实时测量液压油路和反馈系统压 力值。量测精度高,能耐受 70MPa压力值。 |
SP700 |
通讯总线 |
采用Pro-fibus通讯协议,连接电脑 控制台与PLC控制同步液压泵站实现 总控台,液压泵站与传感器之间的 闭环通讯。 |
TCL10000 |
传感器 信号线 | 连接位移传感器,压力传感器和 PLC控制液压泵站,实现传感器 信号与控制台的通讯。 | SLC10000 |
手机浏览可左右滑动查看更多技术参数
SL1型LP系列电脑控制同步顶升设备典型配置清单
工况与需求 | 主要配置清单 | ||
产品名称 | 产品型号 | 数量 | |
桥梁连续箱梁同步顶升,共 计10连跨,每跨2个支座。 |
电脑同步 控制台 |
STC20LP | 1 |
每个支座荷载约200吨,支 座间距约10米。 |
多点 同步泵站 | SEPC2440W-2 | 10 |
每跨间距40米,桥梁距离地 面约8米。 | 液压油缸 | RHD1502 | 40 |
要求具备20个同步点能力的 同步顶升设备。 | 位移 传感器 | SLC300 | 20 |
要求双作用油缸,本体高度 不高于150mm。 | 压力 传感器 | SP700 | 10 |
同步精度要求不大于1mm, 升降同步精确控制。 | 液压软管 | HC7210C | 40 |
具备到达设定顶升位移后自 动停止的功能。 | 通讯总线 | TLC50000 | 5 |
实时显示每个同步顶升点的 位移值和荷载值。 | 传感器线 | SLC5000 | 25 |
手机浏览可左右滑动查看更多技术参数
SL1型LP系列系列电脑控制型与SL5型-VP容积同步型顶升设备的技术特征比较
SL1型LP系列电脑控制型同步设备 |
SL5型VP系列容积同步型同步设备 |
采用闭环同步控制。由电脑控制台发 出指令,液压泵站和液压油缸执行动 作,传感器反馈信息给电脑控制台进 行汇总运算并纠正同步差值,实现位 移高精度同步。 |
采用开环同步控制。不同的油路在相 同时间内独立输出“相等容积”的液 压油给相同吨位的油缸实现位移同步。 相同的选型和高精度加工制造来实现 高精度同步。 |
同步控制点常规为4点,8点,12点, 20点,最多可至100点。可选型组成 系统完成复杂的同 步工况。 |
同步控制点常规为2点,4点,6点和8 点,最多为12点。可选型完成常规的 高频率的工况。 |
同步控制精度为位移的绝对值,通常 |
同步控制精度最高为油缸全行程的1%, 是油缸行程的相对值。因此位移同步 精度和油缸的行程选择有很大相关度。 越小行程的油缸位移同步精度越高。 |
适用于复杂,规模大,低频率使用, |
适用于需要快速装卸,规模小,高频 率使用,同步精度高的工况。 |
不同的顶升点允许有不同吨位的液压 油缸作为执行部件,对于液压软管的 长度也没有严格的相同要求。同步性 是通过电脑控制台,传感器和电磁阀 组合实现。 |
要求采用相同的电磁阀,相同通径和 长度的液压软管,同步点采用相同型 号的液压油缸。无论多少路液压管路, 液压泵站采用同一套电动机等传动系 统对同一个液压泵实现传动并实现多 路独立输出。 |
对操作者的操作技术有较高要求,现 场连线工作量大,除了液压管路外, 还有传感器器线和通讯总线网络连接。 |
只需要连接液压管路即可。无需连接 电气线路。 |
位移传感器和压力传感器均参与同步 控制,出现任一故障后系统即刻保持 锁止状态并发出警告信息,确保项目 安全。 |
位移传感器和压力传感器均为可选部 件。系统由同步泵站站实际控制同步 精度,传感器只参与同步显示,实时 显示信息。可实现无传感器或部分故 障后同步工作。 |
适用于单双作用油缸;同步顶升和同 步下降均具有高精度。 |
适用于单双作用油缸;同步顶升具有 高精度,同步下降精度不如同步顶升。 |
手机浏览可左右滑动查看更多技术参数
同步顶升设备基本概念:“同步点”与“顶升点”的区别
区别项 |
同步点 |
顶升点 |
基本概念 |
同步顶升设备中的“同步点”是指布置有 位移传感器的工作点,这个工作点的位移 传感器必须处于工作状态,而与工作点处 的液压油缸数量没有必然关系。 |
同步顶升设备中的“顶升点”是指布置有 液压油缸的工作点,“顶升点”处不一定 有位移传感器,每个“顶升点”对应一个 液压油缸。 |
油缸数量 |
每个“同步点”处一个或者多个液压油缸。 |
每个“顶升点”处只有一个液压油缸。 |
油缸间关系 |
每个“同步点”处的多个油缸,油路互相串通。 |
每个“顶升点”只有一个油缸。 |
传感器数量 |
一个位移传感器。 |
不一定有位移传感器。 |
手机浏览可左右滑动查看更多技术参数
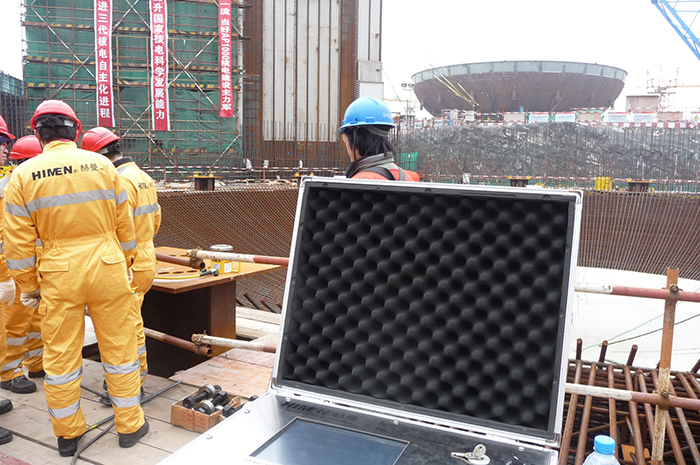
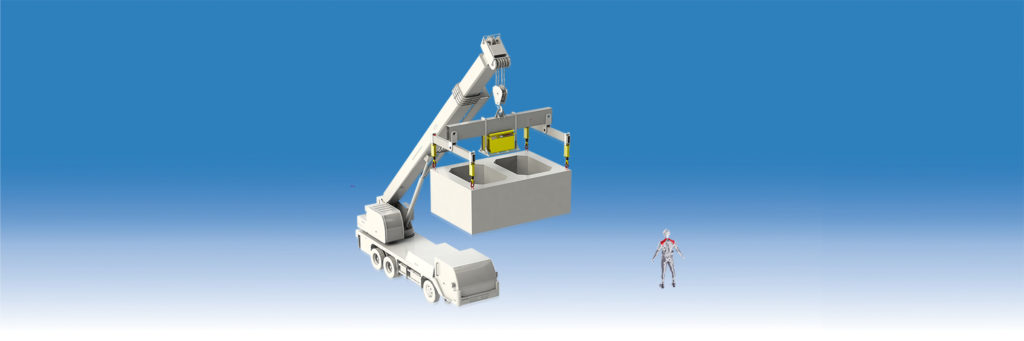
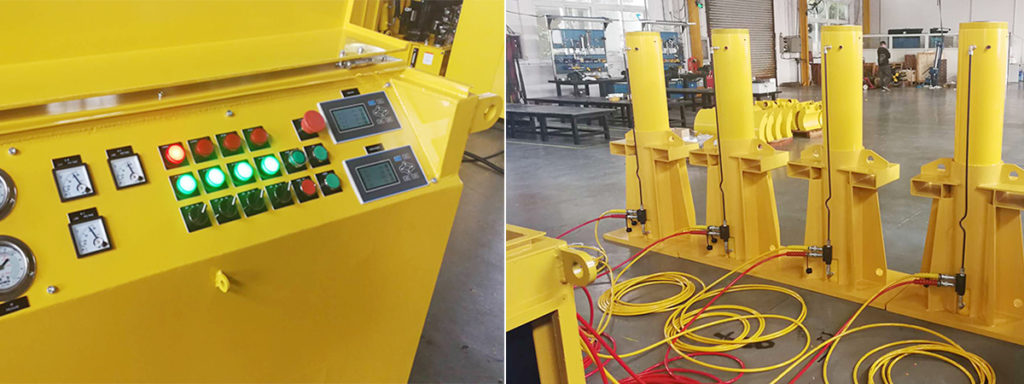
SL1型LP系列电脑控制同步顶升设备工程实例照片







SL1型LP系列电脑控制闭环同步顶升系统相关产品与案例
- CIMAS系列智能型海上风电漂浮式混凝土臂段位移控制和荷载调整系统

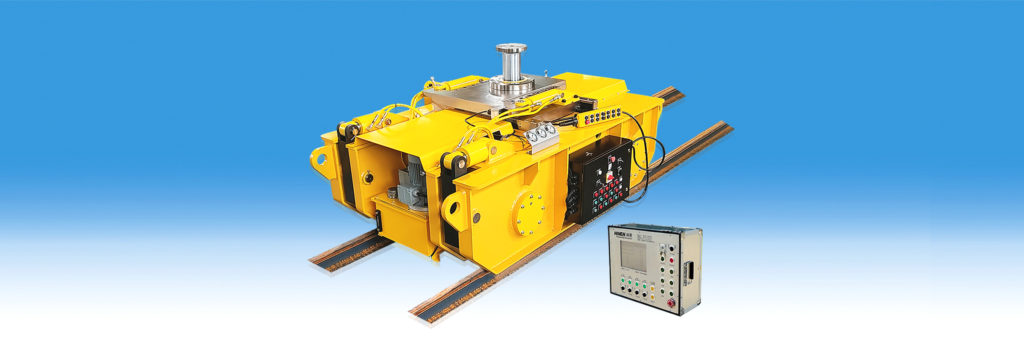
- HTRCA系列智能控制型轮轨行走三维调整设备
- CIT-MCAD系列智能型伺服控制高精度核反应堆外壳与蒸汽发生器三维调整与定位设备
- CIS-SA系列智能型伺服控制汽轮机通流间隙高精度调整设备(碰缸试验装置)
- HMIS系列智能型多吊点液压同步调载与监测系统
- ACS系列换热板智能夹紧设备

- MCAD系列双向固定型三维调整机设备

- RMCA系列滚动型低摩擦系数两维调整机

- 高精度同步顶升系统多点同步操作时远程实时监控视频
- SL3型SP系列伺服控制智能型超高精度同步顶升与精确定位系统
- SPS系列(70MPa)伺服控制多路智能电动液压泵站(针筒泵)

- SL2型LPV系列超高精度比例伺服智能控制同步顶升设备

- RCA系列自动型三维调整机设备

- PRCA系列电脑控制型三维调整总段造船设备

- SL5型VMP系列多点多泵容积同步顶升设备

- 赫曼为自重332吨的百万千瓦燃煤发电机组的电动机内机座提供基于无线操作的超高精度同步顶升与平移系统
- 赫曼为全球单体最大漂浮式风电平台-明阳天成号提供用于大型浮式基础拼装调整和运输的CIMAS系列智能型海上风电漂浮式混凝土臂段位移控制和荷载调整系统

- 赫曼为上海交通大学长兴海洋实验室提供智能控制型轮轨行走三维调整巨型总段造船设备

- RMCA系列滚动型低摩擦系数两维调整机在进行水平移动和调整定位功能测试时的视频
- 赫曼为舱口盖顶升提供SL5型高精度易操作的四点容积同步顶升系统

- 高精度同步顶升系统多点同步操作时远程实时监控视频
- 南阳-荆门-长沙特高压输电-螺山长江大跨越工程–371米全球最高100万伏输电塔电力抱杆伺服控制原位连续智能同步顶升项目

- 江苏凤城至梅里50万伏长江大跨越工程–385米全球最高输电塔大抱杆伺服控制原位连续智能同步顶升项目

- 为中国首艘建造的VISTA级豪华邮轮提供超高精度型(万分之五精度级别)多点智能称重系统

- 赫曼为沪东中华造船集团有限公司提供巨型总段造船工艺和28台套三维调整机设备

- 为轻型构件(10吨左右)提供精度为0.15mm的三维同步调整和定位设备

- 赫曼为中船集团扬州澄西船厂提供三维调整机设备

- 赫曼为澳洲客户提供大型矿山机械维修用同步顶升设备
- 浙江舟山50万伏跨海交流输电工程–380米全球最高输电塔大抱杆伺服控制原位连续智能同步顶升项目

- 赫曼为五峰山公铁两用长江大桥提供大型超高精度智能称重设备
